русский
русский عربى
عربى


In industrial systems, controlling the flow of liquids or gases efficiently and safely is essential. Among the various types of valves, the ANSI Ball Valve stands out for its simplicity, reliability, and adaptability. Used in pipelines across chemical, oil, gas, and water treatment facilities, ANSI ball valves provide operators with precise control over fluid movement. But what makes this type of valve a trusted choice for so many industries?
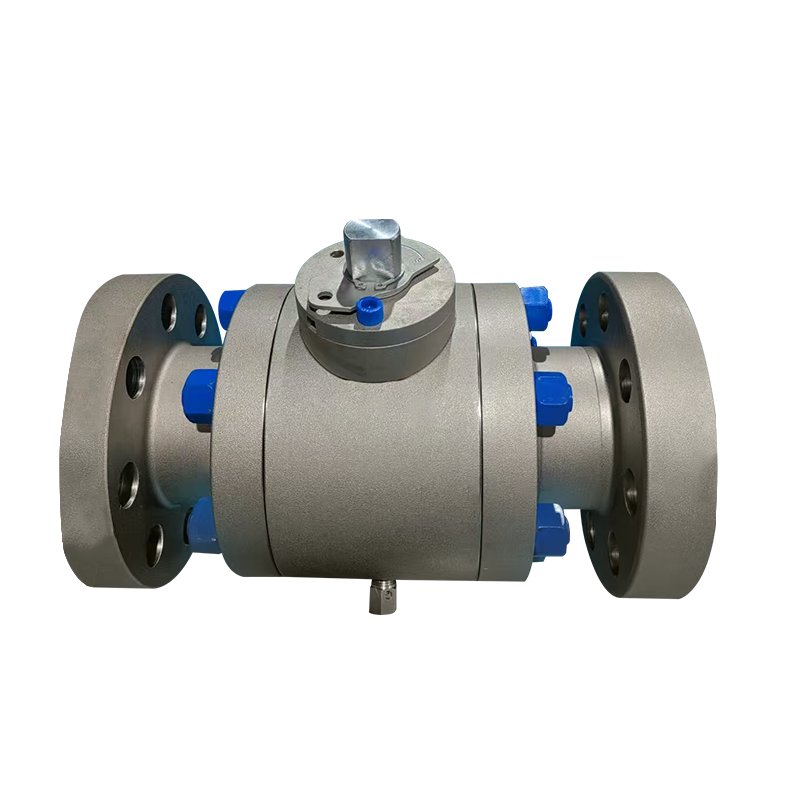
An ANSI ball valve features a spherical disc, commonly called a ball, with a hole through the center. When the handle or actuator rotates the ball, the hole aligns with the pipeline to allow flow or turns perpendicular to block it.
The ANSI Ball Valve follows the standards set by the American National Standards Institute (ANSI), which ensures consistency in dimensions, pressure ratings, and performance. This standardization simplifies integration with existing pipelines and guarantees predictable behavior under specified conditions.
One of the main strengths of the ANSI ball valve is its quick operation. A simple 90-degree turn fully opens or closes the valve, making it faster to operate than gate or globe valves in many scenarios.
This rapid actuation is valuable in emergency situations or processes requiring frequent start-and-stop control. The design also provides tight sealing, which reduces the risk of leaks and improves system safety.
ANSI ball valves are known for handling high pressures and temperatures while maintaining reliable performance. Depending on the material and construction, these valves can operate in environments ranging from chilled water lines to high-temperature steam or chemical pipelines.
Materials commonly used include stainless steel, carbon steel, and brass, each chosen based on the fluid type and system requirements. The robust construction of the ANSI Ball Valve makes it suitable for long-term use even under demanding industrial conditions.
The ANSI Ball Valve is highly versatile, suitable for a variety of industrial processes. It can be used in on/off applications, flow regulation, and as a safety shut-off in critical systems.
In oil and gas pipelines, ball valves provide reliable isolation during maintenance or emergency shutdowns. In chemical plants, they resist corrosion while controlling aggressive fluids. Even in water treatment and HVAC systems, their compact design and ease of operation make them an efficient choice.
A key benefit of ANSI ball valves is their low maintenance needs. The spherical disc and resilient seats provide consistent sealing, reducing wear compared with other valve types.
Routine checks usually focus on seat integrity, handle operation, and occasional lubrication. Because the ANSI Ball Valve design minimizes moving parts, failures are less common, contributing to long-term reliability.
Modern ANSI ball valves can be fitted with actuators for automated control, integrating into SCADA or industrial control systems. This allows operators to manage flow remotely or schedule operations precisely, improving efficiency in large or complex installations.
Actuated ball valves maintain the same robust sealing and pressure-handling capabilities, combining traditional mechanical reliability with contemporary automation.
The ANSI Ball Valve remains a cornerstone of industrial fluid control due to its quick operation, durability, and adaptability. Its ability to handle high pressures, corrosive fluids, and frequent operation makes it suitable for a wide range of applications, from chemical processing to water management.
By combining simplicity of design with ANSI standardization, these valves offer both reliability and predictability in demanding environments. For engineers and operators, the ANSI ball valve is more than a component—it is a practical tool for ensuring safe, efficient, and controlled fluid management.