русский
русский عربى
عربى

A valve that used to seal cleanly now drips. Or the handle that turned smoothly six months ago now requires noticeably more force. Neither of these signals is dramatic, and that's precisely what makes them easy to defer. In high pressure systems, deferred valve replacement has a way of escalating from a nuisance into a safety event — and the cost of that escalation is always higher than the cost of the replacement that was postponed. Understanding the High Pressure Ball Valve failure pattern — what causes it, what it looks like in early stages, and at what point replacement becomes necessary rather than optional — is the practical foundation for managing pressure system integrity before something forces the decision.

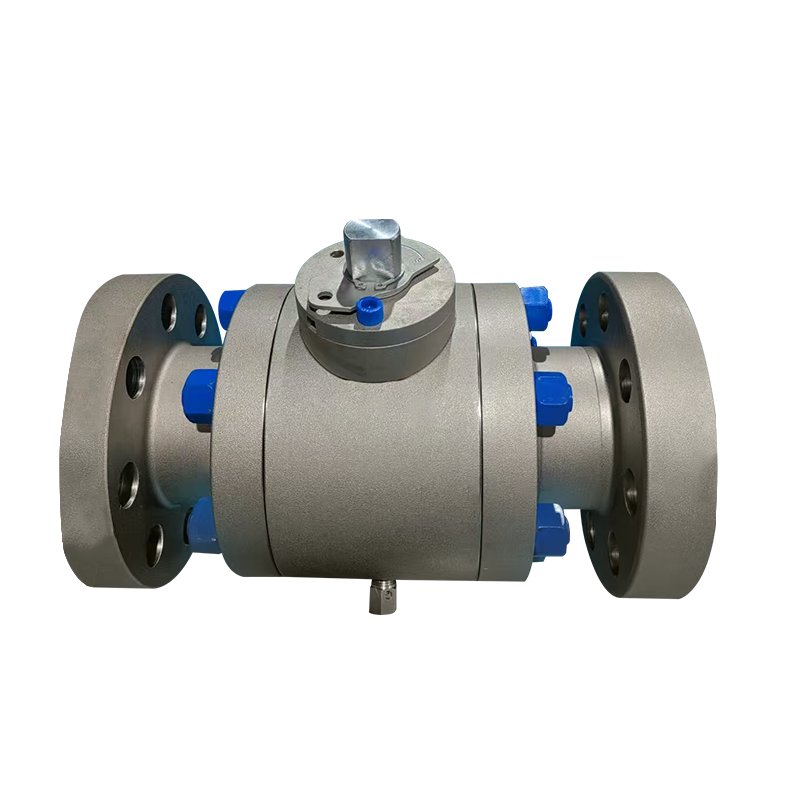
Understanding why a valve fails requires understanding how it works. A ball valve controls flow through a spherical closure element with a bore machined through its center. Rotating the ball a quarter turn aligns the bore with the pipe and opens the flow path; rotating it back closes the flow path by presenting the solid side of the sphere against the seat seals.
The sealing function depends on two things: the surface condition of the ball itself, and the integrity of the seat seals on either side. In a low-pressure application, minor surface degradation may still allow adequate sealing. In a high-pressure application, the same degree of degradation that would be tolerable at lower pressures becomes a leak path, because the pressure differential across the seat is significantly higher and any imperfection in the seal contact surface becomes a pathway for fluid to pass.
This is the fundamental reason High Pressure Ball Valve failure needs different monitoring criteria than the same valve in a low-pressure line. The tolerance for imperfection is narrower, the consequences of seal degradation are more immediate, and the rate at which partial degradation becomes complete failure can be faster.
Pressure doesn't damage valves uniformly or suddenly. It degrades them through several mechanisms that operate simultaneously and compound over time.
Seat seal compression cycling: Every time a valve cycles between open and closed, the seat seals compress against the ball. In high-pressure systems, this compression force is higher, and the mechanical fatigue on the seat material accumulates more rapidly. Polymeric seats that would last years in moderate-pressure service may need attention much sooner when the seating load is significantly higher.
Water hammer and pressure transient impact: High-pressure systems frequently generate pressure transients — sharp spikes above normal operating pressure that occur when flow is suddenly stopped or redirected. These transients apply impact loads to the ball and seats that exceed steady-state operating pressure. Repeated transient loading accelerates seat deformation and can cause micro-cracking in both the seat material and the ball surface.
Erosion from velocity and particulate: At higher pressures, fluid velocity through the valve bore increases, and any particulate in the fluid travels at higher energy. This combination produces erosive wear on the ball surface and the downstream seat that is qualitatively different from the gradual compression wear of clean fluid service.
Thermal stress from pressure-temperature cycling: Systems that cycle between operating conditions and shutdown states expose the valve to combined pressure and temperature cycles. Different materials in the valve body, ball, and seat expand and contract at different rates, generating stress at interfaces that accumulates over repeated cycles.
None of these mechanisms produces a sudden failure from a new valve under normal conditions. Together, they produce a predictable pattern of degradation over time — one that signals its progress through observable changes in valve behavior well before complete failure occurs.
The gap between "this valve will eventually need replacement" and "this valve needs replacement now" is where most maintenance decisions actually happen. Recognizing the signals accurately — neither replacing prematurely nor deferring past the safe window — is the practical skill that makes valve maintenance cost-effective rather than reactive.
External leakage past the stem seal: Fluid appearing around the valve stem, where the handle or actuator connects to the ball, indicates that the stem seal is no longer containing system pressure. In high-pressure service, this is not a monitor-and-manage situation. It's a replacement signal. The stem seal is under direct system pressure, and a leak path that's currently minor will enlarge under continued pressure cycling.
Internal leakage through the closed valve: A valve that allows flow through when it should be fully closed has lost its seat-to-ball seal integrity. This can sometimes be detected by downstream pressure monitoring — if pressure appears on the downstream side of a closed valve, the valve is not sealing. Internal leakage in a high-pressure system is both a process integrity problem and, depending on what's being contained, a safety issue.
Increasing operating torque: A valve that requires noticeably more force to operate than it did when installed is typically showing one of two conditions: the seats are deforming and creating higher friction against the ball surface, or the ball itself has developed surface irregularities from wear or erosion that increase resistance during rotation. Either condition indicates internal wear that will progress if the valve continues in service.
Pressure drop across the open valve: A fully open ball valve should present essentially no restriction to flow — the bore aligns completely with the pipe, and flow passes unobstructed. If pressure measurement shows a differential across an open ball valve that wasn't present before, internal narrowing of the bore from buildup, erosion, or deformation is the likely cause.
Visual changes at the valve body: Corrosion, discoloration, or surface distortion on the valve body exterior can indicate chemical attack, thermal stress, or corrosive service conditions that have progressed beyond surface level. These visual signals warrant internal inspection even if performance hasn't yet noticeably degraded.
The same valve model will have very different service lives depending on what it's asked to do. Understanding which system conditions accelerate wear helps set appropriate replacement intervals rather than relying on generic lifespan estimates.
Cycling frequency: A valve that opens and closes hundreds of times per day accumulates seat compression cycles far faster than one that operates infrequently. High-cycle applications need shorter inspection intervals and earlier seat replacement regardless of other conditions.
Fluid type and cleanliness: Clean, non-corrosive fluid at rated pressure is the condition valves are designed for. Corrosive fluids accelerate seat and body material degradation. Fluids with suspended particulates introduce erosive wear. High-temperature fluids affect material properties over time. Each deviation from clean, neutral fluid service shortens the maintenance interval that's appropriate.
Pressure transient severity: Systems with significant pressure transients — water hammer, rapid valve operations, pump surges — impose impact loads that steady-state pressure ratings don't capture. High transient severity environments accelerate seat wear and may require more frequent inspection than the operating pressure alone would suggest.
Ambient environment: Outdoor installations expose valve bodies and stems to temperature variation, UV exposure, and moisture that indoor installations don't face. Subsea or buried installations face additional corrosion challenges. The environment the valve operates in is as relevant to its lifespan as what it contains.
| Signal | Early Stage Indication | Advanced Stage Indication |
|---|---|---|
| Stem Leakage | Minor weeping at the stem seal during peak pressure conditions | Continuous dripping or leakage at the stem under normal operating pressure |
| Internal Leakage | Minor downstream pressure bleed detectable only with sensitive gauges | Measurable downstream pressure through a closed valve; visible or audible flow |
| Operating Torque | Gradual increase over several months while remaining operable | Significant increase requiring tools or actuator override; risk of stem damage if forced |
| Pressure Drop (Valve Open) | Slight reduction in flow rate compared with baseline performance | Measurable pressure differential across the open valve; visible flow restriction |
| Body Condition | Surface corrosion or minor discoloration | Pitting, cracking, or deformation of the valve body exterior |
| Seat Condition | Reduced sealing force during pressure testing but still within acceptable limits | Visible seat damage during inspection; fails pressure test at rated pressure |
Early-stage signals give maintenance teams lead time to plan a controlled replacement during a scheduled outage. Advanced-stage signals mean replacement is urgent and operating the valve further carries real system risk. The goal of any inspection program is to catch signals at the early stage, not the advanced one.
Replacing valves on a fixed time schedule regardless of condition wastes serviceable life and doesn't protect against valves that degrade faster than average. Replacing only when failure occurs means operating within the failure event, which is the scenario high-pressure system safety protocols are designed to avoid. A condition-based replacement framework sits between these extremes.
Key elements of a condition-based replacement approach:
When a valve does reach replacement, the selection of the replacement unit is an opportunity to address any shortcomings in the original specification. A valve that served adequately for years may have been operating at the edge of its appropriate pressure or temperature rating, or may have been specified for cleaner service conditions than it actually encountered.
Factors worth revisiting at replacement:
Valve replacement decisions in high-pressure systems are engineering decisions with safety implications, not simply maintenance scheduling choices. The signals that indicate a valve has reached the end of serviceable life are observable and predictable, but only if the inspection program is structured to look for them at appropriate intervals with defined criteria for action. Waiting for visible failure in a high-pressure application accepts a level of risk that a condition-based program eliminates. The investment in establishing that program — baseline documentation, defined inspection criteria, condition-based replacement timing — pays back through avoided emergency shutdowns, reduced secondary damage from valve failures, and a clearer, more defensible basis for replacement decisions. For facilities evaluating replacement valves or developing valve maintenance programs for high-pressure applications, Zhejiang Yushun Valve Co., Ltd. manufactures ball valves suited to high-pressure industrial service and supports procurement teams with product specifications, material documentation, and application guidance. Bringing your system pressure range, fluid service conditions, and connection requirements to that conversation is the direct way to identify a replacement valve appropriately specified for your application.