русский
русский عربى
عربى

A valve that leaks slightly more each month, that takes a fraction of a second longer to close than it used to, or that seems to let pressure creep past it during shutdown — these symptoms rarely announce themselves loudly, but they point to a fluid control component that's no longer doing its core job reliably. Ball Valve Function exists specifically to address this kind of slow degradation, using a sealing geometry and rotation mechanism that, when properly designed and matched to the application, holds tight tolerances over a long service life rather than gradually loosening its grip on the fluid passing through it. Understanding exactly how that stability is achieved mechanically is what separates buyers who can actually diagnose a developing problem from those who only notice once the valve has already failed.

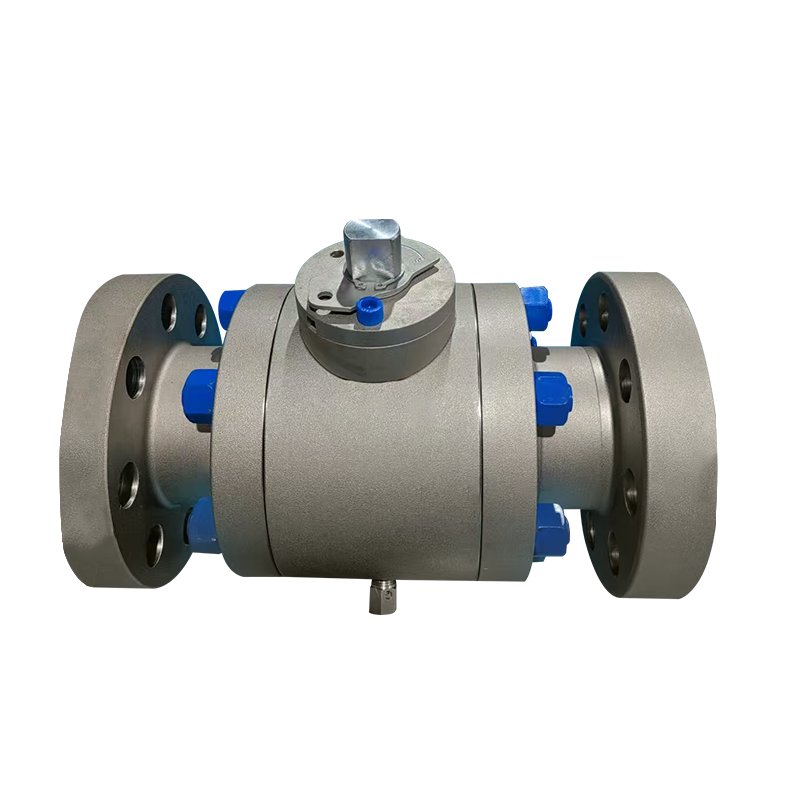
A ball valve uses a spherical closure element, drilled through with a bore matching the pipe diameter, mounted inside the valve body between two seats. Rotating that ball a quarter turn aligns the bore with the flow path to open the valve, or rotates it perpendicular to block flow entirely when closed. This simple geometric principle — a hole through a sphere, rotated into or out of alignment — is the entire mechanical basis for how the valve controls fluid passage.
The quarter-turn operation isn't just a usability feature. It means the valve transitions from fully open to fully closed in a fixed, predictable rotation, which supports both manual operation and automated actuation without requiring multiple turns or variable travel distances. This predictability is part of why ball valves integrate cleanly into automated control systems where consistent, repeatable actuation timing matters.
Unlike some valve designs that rely on a single sealing surface, a typical ball valve seals against the ball on both the upstream and downstream sides through seat rings positioned on either side of the ball. This dual-seat arrangement means the valve maintains sealing integrity regardless of which direction pressure is approaching from, which matters considerably in systems where flow direction can vary or where the valve needs to provide reliable shutoff in either orientation.
Because the ball is spherical, pressure from the fluid acts on its surface in a way that's geometrically consistent regardless of the ball's rotational position. This even distribution means the sealing force at the seat interface stays relatively stable as pressure fluctuates, rather than concentrating stress at specific points the way some other valve geometries can under varying pressure conditions.
The seats themselves, typically made from a resilient material such as PTFE or a reinforced polymer compound, deform slightly under the compressive load between the ball and the valve body. This controlled deformation is what creates the actual fluid-tight seal — not a perfectly rigid metal-to-metal contact, but a slight, engineered compression that conforms to microscopic surface variations and maintains contact even as the ball rotates through its operating cycles.
When fully open, a ball valve's bore aligns directly with the pipe, creating a relatively unobstructed flow path compared to valve designs where the closure mechanism remains partially within the flow path even when open. This straight-through geometry means fluid experiences less resistance passing through an open ball valve, which translates into more consistent flow rates and reduced energy loss across the system compared to valves with more obstructive open-position geometry.
The same quarter-turn mechanism that provides quick operation also means shutoff happens decisively rather than gradually. In systems where rapid isolation matters — responding to a leak elsewhere in the system, isolating a section for maintenance, or managing an emergency condition — the speed and certainty of ball valve closure contributes directly to system safety and operational control.
A valve's usefulness in an industrial setting depends heavily on whether it performs the same way on cycle ten thousand as it did on cycle one. The ball and seat sealing arrangement, when properly specified for the application's pressure, temperature, and media conditions, is designed to maintain consistent sealing force and bore alignment across a long operational life rather than degrading noticeably with each actuation cycle.
| Factor | Why It Affects Stability |
|---|---|
| Seat material selection | Determines how well the seal resists wear, chemical attack, and compression set over time |
| Ball surface finish | Affects friction during rotation and how well the seat maintains consistent contact |
| Body material compatibility | Determines resistance to the specific fluid media and external environment |
| Pressure rating margin | Affects how much stress the sealing system experiences relative to its design capacity |
| Actuation frequency | Higher cycle counts accelerate wear on seats and the ball surface over time |
| Temperature range exposure | Affects seat material behavior, since polymer seats can stiffen or soften outside their rated range |
Seat material and body material compatibility deserve particular attention here, since they're frequently the two factors most responsible for premature valve failure when overlooked during specification. A valve mechanically capable of reliable function will still fail prematurely if its materials aren't actually suited to the fluid and environment it's placed in.
It's worth addressing this directly, because the connection isn't always obvious. A Corrosion Resistant Ball Valve isn't simply about preventing the valve body from degrading aesthetically or structurally over time — corrosion at the sealing surfaces directly undermines the precision contact between ball and seat that the entire stable-operation principle depends on. Pitting or surface degradation on the ball, even at a microscopic level, creates pathways for fluid to bypass the seat seal, producing the kind of gradual leakage that often goes unnoticed until it's become a measurable problem.
Choosing a corrosion-resistant valve body and ball material requires matching the specific chemistry of the fluid being controlled, not just a general assumption that "corrosion resistant" covers every situation equally well. A material that resists one type of chemical attack may perform poorly against a different corrosive mechanism, which means specification needs to account for the actual fluid composition, concentration, and operating temperature rather than relying on a generic corrosion-resistant label.
In systems where a valve operates continuously or remains in a fixed position under sustained fluid contact for extended periods, even slow corrosion processes have considerable time to compromise sealing surfaces before anyone notices a problem. This is part of why continuous-duty industrial systems tend to specify corrosion resistance more rigorously than intermittent-use applications, where periodic inspection has more opportunity to catch developing issues before they progress to failure.
Higher system pressure increases the force pressing the ball against its seats, which can either improve sealing tightness or accelerate seat wear depending on how the seat material and design are matched to that pressure level. Valves rated for the actual operating pressure of the system, with appropriate margin rather than operating right at their rated limit continuously, tend to maintain stable sealing performance considerably longer than valves pushed close to their pressure capacity on a sustained basis.
Polymer seat materials common in many ball valve designs have a defined temperature range within which they maintain their intended mechanical properties. Operating outside that range, even intermittently, can cause the seat material to stiffen, become brittle, or lose the resilience needed to maintain consistent sealing contact as the ball rotates. Matching seat material selection to the actual temperature profile the valve will experience, including any extremes during startup, shutdown, or upset conditions, protects against this kind of degradation.
Beyond steady-state temperature, valves that experience repeated thermal cycling — heating and cooling cycles as a system starts up and shuts down regularly — face a distinct wear mechanism as materials expand and contract at different rates. This cyclic stress on the sealing interface can gradually affect seat contact even in applications where steady-state temperature alone wouldn't present a problem.
A few observable indicators tend to appear before a ball valve's performance degrades to the point of obvious failure.
Catching these signs during routine inspection, rather than waiting for complete failure, allows for planned maintenance or replacement rather than an unplanned system shutdown.
A practical inspection routine treats these signals as a checklist rather than something noticed only by chance during unrelated maintenance work. Periodically operating the valve through a full cycle and noting any change in resistance, checking accessible surfaces for early signs of pitting or discoloration, and logging any incremental change in downstream pressure readings over time all build a record that makes a developing problem visible well before it becomes a failure. This kind of structured observation matters most in systems where the valve is difficult to access or where unplanned downtime carries a real operational cost, since the value of catching a problem early scales directly with how disruptive an unplanned failure would actually be.
Reliable long-term performance depends on selecting a valve specified correctly for the actual pressure, temperature, media, and cycle frequency of the application, rather than defaulting to a generic specification that technically meets minimum requirements. This matching process, done carefully at the specification stage, prevents the majority of premature stability issues that show up later as operational problems.
For buyers specifying valves at scale, confirming that material certifications and manufacturing quality documentation are actually available and verifiable, rather than simply assumed, provides meaningful protection against receiving valves that don't match their stated specifications. This matters particularly for corrosion-resistant applications, where the difference between an adequately specified material and an inadequate substitute may not be visible until the valve has already been in service for some time.
The stability that a properly functioning ball valve provides comes from the interaction between several design elements working together, not from any single feature in isolation. The dual-seat sealing arrangement, the even pressure distribution across the spherical ball, the controlled compression of the seat material, and the material compatibility between valve components and the actual fluid being controlled all need to align correctly for the valve to deliver consistent, reliable shutoff and flow control across its intended service life. When any one of these elements is mismatched to the actual operating conditions, the result is the kind of gradual performance decline that often goes unnoticed until it becomes a genuine operational problem. For engineers and procurement teams responsible for fluid system reliability, understanding these mechanisms in enough depth to specify and verify valves correctly, rather than treating valve selection as an interchangeable commodity decision, is what actually protects system stability over the long term. Zhejiang Yushun Valve Co., Ltd. manufactures ball valves engineered for stable, reliable performance across a range of pressure, temperature, and corrosive media conditions, supporting engineers and procurement teams who need valves specified and built to actually hold up under their specific operating demands.