русский
русский عربى
عربى

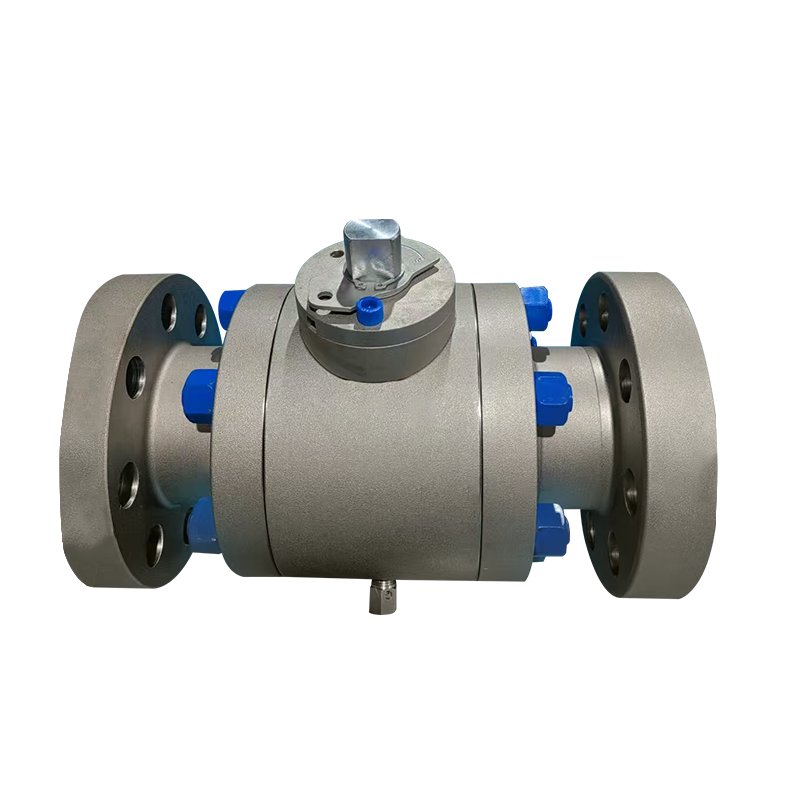
Specifying the wrong valve standard for an industrial project is the kind of mistake that surfaces at the worst possible moment, during commissioning, under pressure, or in front of a client demanding certification documentation. Engineers working across general industrial piping and oil and gas applications encounter this decision regularly, and the answer is rarely as straightforward as it looks on paper. An ANSI Ball Valve and an API Ball Valve both control fluid flow through a rotating ball mechanism, but the standards behind them address fundamentally different engineering priorities. Understanding where those priorities diverge, and where they overlap, is what makes the selection decision a practical one rather than a guesswork exercise.

The American National Standards Institute does not manufacture valves or test their performance in the field. What it does is establish standardized dimensions, pressure-temperature ratings, face-to-face lengths, and flange specifications that allow valves from different manufacturers to be interchangeable within a piping system.
When a valve is described as conforming to ANSI standards, the primary implication is dimensional compatibility. A valve built to these standards will fit where the system expects it to fit, connect to the flanges as designed, and operate within a defined pressure-temperature envelope.
Key elements governed by ANSI valve standards:
What ANSI standards do not specifically address is how the valve performs under conditions of sustained high pressure, cyclic loading, or the aggressive media found in upstream oil and gas operations.
The scope of ANSI-compliant valve application is broad. Water treatment, chemical processing, HVAC systems, food and beverage plants, pharmaceutical manufacturing, and general utility piping all commonly specify valves built to ANSI standards. The dimensional standardization that ANSI provides makes system design and maintenance more manageable across these environments.
For an engineering team designing a process system where the operating conditions fall within predictable parameters, an ANSI-compliant valve offers a well-understood solution with a wide supplier base. Procurement is straightforward, replacement parts are accessible, and the design documentation maps cleanly to standard specifications.
The American Petroleum Institute develops standards specifically for the oil and gas industry, where operating conditions involve elevated pressures, temperatures, and the presence of hydrocarbons that introduce fire risk, fugitive emission concerns, and catastrophic failure consequences if a valve does not perform as required.
API valve standards go beyond dimensional specifications. They define:
A valve certified under a relevant API standard has been tested against those criteria, not just designed to them. That distinction carries real weight in project specifications and regulatory compliance frameworks.
API 6D is the specific standard governing pipeline ball valves and check valves for the oil and gas industry. It covers design, manufacturing, assembly, testing, and documentation requirements for valves intended for pipeline service.
Where ANSI standards describe what a valve should look like and how it should be dimensioned, API 6D describes what a valve should do and how it should be proven capable of doing it. The testing requirements under API 6D include hydrostatic shell tests, seat leakage tests, and operational torque verification, all conducted to specific acceptance criteria with documented results.
For a project requiring API 6D certification, presenting an ANSI-compliant valve without API certification will typically not satisfy the specification, regardless of how well the valve is constructed.
Both ANSI and API standards use pressure class designations, and at a surface level, the numbers may appear similar. A Class 600 valve appears in both contexts. The difference lies in what those class designations actually guarantee.
Under ANSI standards, a pressure class indicates the maximum allowable pressure at a given temperature for a given material. The rating is derived from material properties and dimensional design. A valve built to ANSI standards and rated at a given class should hold pressure within those parameters under normal service conditions.
Under API standards, the pressure class carries the same dimensional meaning, but the valve must also pass physical tests demonstrating that it actually performs to those ratings. The valve is not just designed to a pressure class. It has been tested at it.
This distinction becomes critical in high-consequence applications. A valve in hydrocarbon pipeline service that fails under pressure is not just a maintenance problem. It is a safety event with potentially serious consequences. The API testing requirement exists because designed-in capability and demonstrated capability are not the same thing.
For the majority of industrial piping applications, ANSI-compliant valves are appropriate and sufficient. The operating conditions in general industrial service typically fall well within the pressure-temperature limits these valves are rated for, and the dimensional standardization makes system design and procurement efficient.
Applications where ANSI Ball Valves are routinely specified:
In these environments, the valve is performing a straightforward flow control function in conditions that do not demand the additional testing and certification overhead of API standards.
Several conditions make API certification a practical or regulatory necessity rather than a preference:
Attempting to substitute an ANSI-compliant valve in a system that calls for API certification creates documentation and compliance gaps that will surface during inspection. It is not a substitution that can be made informally.
Engineers and procurement teams evaluating these two standard systems across a specific project need to work through a consistent set of criteria. The differences are not evenly distributed across all dimensions.
| Comparison Factor | ANSI Ball Valve | API Ball Valve |
|---|---|---|
| Standard focus | Dimensional design and compatibility | Performance, safety, and testing |
| Primary governing body | American National Standards Institute | American Petroleum Institute |
| Typical application | General industrial piping | Oil, gas, and petrochemical systems |
| Factory testing requirements | Design-based compliance | Mandatory pressure and leakage testing |
| Fire-safe design | Not always required | Required for hydrocarbon service |
| Fugitive emission controls | Varies by specification | Addressed in relevant API standards |
| Documentation and traceability | Standard manufacturing records | Detailed quality and test documentation |
| Certification for project approval | General industrial projects | Oil and gas projects requiring API compliance |
| Procurement cost | Generally lower | Higher due to testing and certification requirements |
| Supplier availability | Broad | More specialized supplier base |
This question comes up regularly, and the answer requires care. In some oil and gas adjacent applications, such as utility systems within a facility rather than process-critical pipeline service, ANSI-compliant valves may be acceptable depending on the project specification and the operating conditions involved.
However, for trunk pipeline service, pressure vessels, and any system where API certification is called out in the engineering specification or required by the relevant regulatory framework, an ANSI-only valve does not satisfy the requirement. The issue is not that the valve would necessarily fail mechanically. The issue is that it has not been tested and certified to the standard the project requires, and that gap in documentation creates liability and compliance exposure.
For procurement teams sourcing valves for projects with mixed requirements, the safer approach is to understand the specification for each service category within the project rather than applying a single valve standard across the entire scope.
The dimensional and pressure class standards that govern ANSI Ball Valves apply equally to ANSI Butterfly Valve products. Flanged connections, pressure ratings, and face-to-face dimensions follow the same standardization logic, which allows butterfly valves and ball valves to be specified within the same piping system without creating dimensional compatibility problems.
The choice between a ball valve and a butterfly valve in an ANSI-compliant system is driven by application requirements rather than standards differences. Ball valves provide tight shutoff and are well-suited to on-off service with full bore flow requirements. Butterfly valves are lighter, more compact at larger sizes, and suited to throttling applications or large-diameter systems where a full-bore ball valve would be impractical.
Both follow ANSI dimensional standards. Both can be sourced through suppliers who manufacture across the valve type range, which simplifies procurement for projects that require both types within a single system.
The testing, documentation, and certification requirements behind API valve standards add cost to the manufacturing process. A valve tested under API 6D conditions involves factory pressure testing, documented acceptance results, material traceability records, and quality management overhead that a standard ANSI-compliant valve does not require.
That cost difference is visible in the purchase price. For procurement teams working to a tight budget, the temptation to specify ANSI-compliant valves in applications that actually require API certification is understandable. It is also a decision that tends to generate larger costs downstream when the non-compliant specification is caught during project review or regulatory inspection.
For applications where API certification is genuinely not required, paying the premium is unnecessary. For applications where it is required, treating it as optional is not a budget decision. It is a compliance risk.
Both valve types, when correctly matched to their application, should perform reliably over extended service periods. The maintenance difference tends to emerge when valves are used outside their designed service envelope.
An ANSI Ball Valve in conditions that exceed its rating, or in service that should have specified API certification, will show wear and failure patterns that an API-certified valve in the same conditions would not. Seat leakage, stem seal deterioration, and body stress are all accelerated when a valve is working beyond what its design and testing intended.
Matching the standard to the application is fundamentally a maintenance cost decision as much as it is a safety or compliance one.
For buyers sourcing at volume, whether for a project or for distribution, the manufacturing capability behind the valve matters as much as the specification on paper. An ANSI Ball Valve Factory that also holds API certification capacity offers something that a purely ANSI-focused manufacturer cannot: the ability to supply both standard types from a single source with consistent quality management.
When evaluating a valve supplier, relevant questions include:
These questions separate suppliers who claim compliance from those who can demonstrate it with documentation.
Standard selection is a technical decision, but supply chain execution determines whether that decision translates into a compliant, functional system. Valves that arrive with incomplete documentation, incorrect material certifications, or dimensional deviations create problems that are expensive to resolve once a project is in progress. Zhejiang Yushun Valve Co., Ltd. manufactures ball valves and butterfly valves across ANSI and API standards for industrial, oil and gas, and export market applications. Their product range covers both standard categories, and their team can provide technical documentation, certification support, and application-specific guidance for buyers working through valve selection for a specific project or procurement program. For engineers or procurement teams evaluating valve standards for an upcoming project, reaching out with your service conditions, pressure class requirements, and certification needs gives their technical team the information needed to provide a relevant and accurate recommendation rather than a generic product listing.