русский
русский عربى
عربى


In industrial and commercial piping systems, precise control of fluid flow is essential. Among the various valve types, the Floating Ball Valve stands out for its simplicity, reliability, and versatility. Its design allows the ball to float between two seats, providing a tight seal that can handle liquids and gases effectively. Understanding how these valves operate highlights their importance in fluid management.
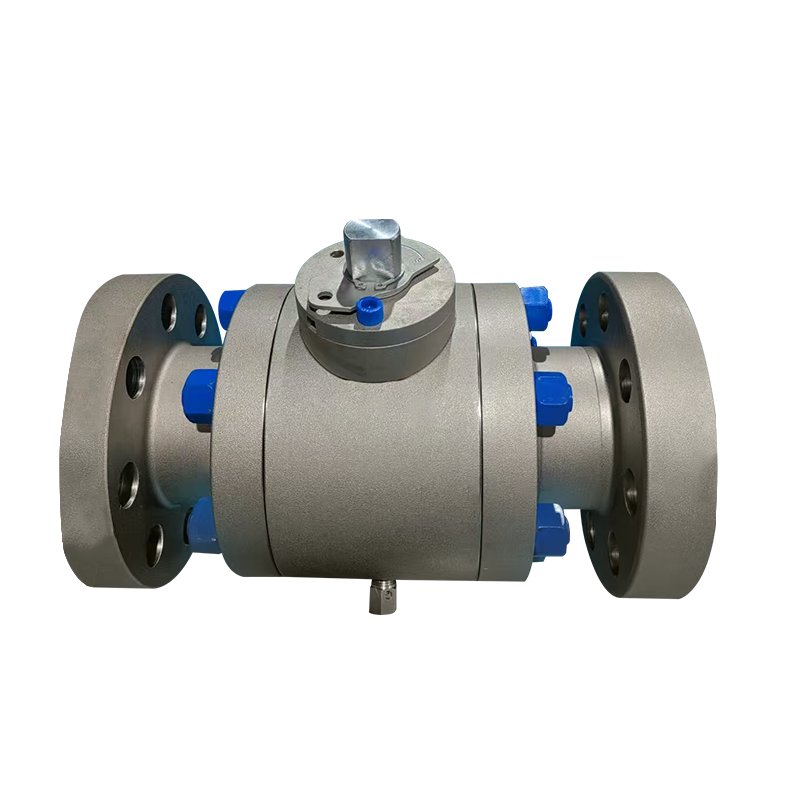
A floating ball valve consists of a spherical ball, two seats, a stem, and a body. Unlike trunnion-mounted ball valves, the Floating Ball Valve relies on the pressure of the flowing medium to press the ball against the downstream seat, forming a tight seal. This simple mechanism allows the valve to operate efficiently with minimal effort.
The ball can rotate within the seats, making it easy to open or close the flow path quickly. This design is particularly advantageous in systems that require frequent operation or rapid shutoff.
One of the main reasons industries prefer the Floating Ball Valve is its ability to provide bubble-tight sealing. This ensures minimal leakage even under varying pressures. The floating design also accommodates thermal expansion, which can occur in pipelines carrying hot liquids or gases.
Because of its compact and straightforward structure, maintenance is simpler compared to more complex valve types. Replacing seats or seals can often be done without dismantling the entire system, reducing downtime and costs.
Floating ball valves are used in diverse industries, including:
Their ability to handle both high and low pressures, as well as clean or slightly viscous fluids, makes them suitable for a wide range of applications. A well-selected Floating Ball Valve can improve system efficiency and reliability across multiple scenarios.
The performance of a Floating Ball Valve depends on the materials used for the body, seats, and ball. Common options include stainless steel, carbon steel, brass, and PTFE for the seats. Choosing appropriate materials ensures resistance to corrosion, chemical exposure, and wear, which is critical in industrial environments.
A durable valve maintains sealing performance over time, minimizing maintenance needs and preventing costly leaks.
Ease of operation is another advantage of a Floating Ball Valve. Quarter-turn rotation allows operators to open or close the valve quickly. Some models also include manual handles, gear operators, or automated actuators to suit specific system requirements.
Safety is enhanced by the reliable sealing of the floating ball mechanism. Even under fluctuating pressure or temperature, the valve can prevent accidental fluid release, protecting personnel and equipment.
Installing a floating ball valve is relatively straightforward due to its compact design. Maintenance is simplified because the valve's internal components can often be accessed without removing the entire valve from the pipeline. This ease of service is particularly valuable in large industrial networks, where downtime can be costly.
Regular inspection and seat replacement help maintain optimal performance, ensuring the valve continues to provide reliable flow control.
So, can a floating ball valve improve fluid control systems? Absolutely. By combining simple design, reliable sealing, and versatility across applications, the Floating Ball Valve offers an efficient and practical solution for industrial pipelines.
Whether used in water treatment plants, chemical processing, or oil and gas operations, this valve type delivers consistent performance, easy operation, and manageable maintenance. Its design exemplifies how thoughtful engineering can provide both reliability and efficiency in fluid management systems.