русский
русский عربى
عربى

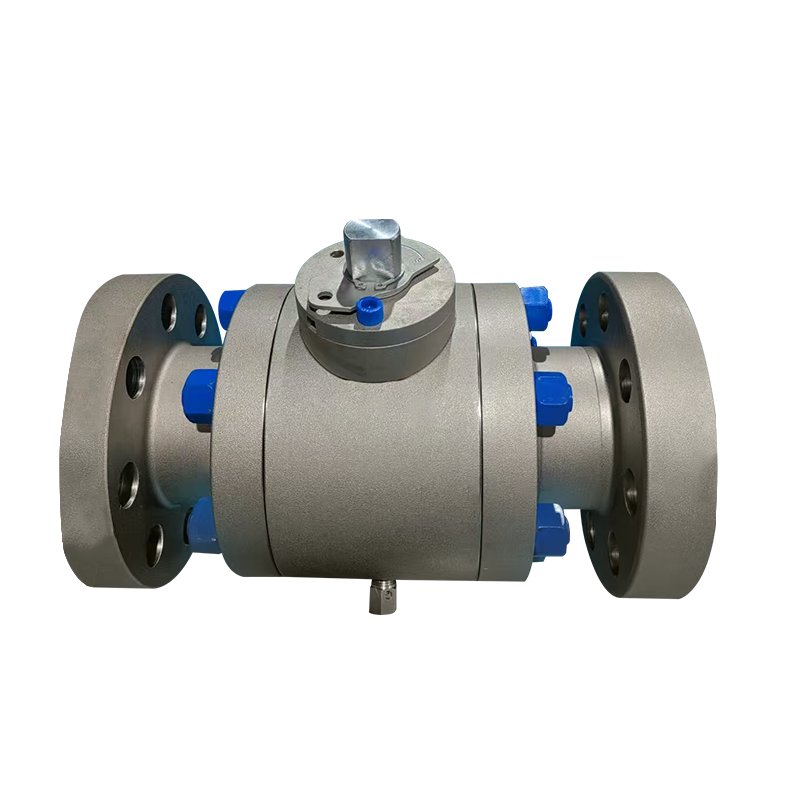
Valves are critical components in pipelines and fluid systems, providing control over flow and pressure. Among them, the Floating Ball Valve is widely used due to its simple design, reliable sealing, and ease of operation. Understanding its structure, function, and manufacturing process helps engineers and procurement teams select the right valve for industrial or commercial applications.
A Floating Ball Valve consists of a spherical ball with a hole through the center, positioned between two valve seats. When the valve handle or actuator rotates the ball, the hole aligns with the pipeline to allow flow or blocks it entirely to stop the flow. Unlike trunnion-mounted ball valves, the ball in a floating design is held by the seats and slightly “floats,” enabling tight sealing against the downstream seat under pressure.
This design allows for effective shutoff in systems handling liquids, gases, or steam, making the floating ball valve a versatile choice for many industries.
Material selection is crucial for valve durability and performance. Body materials for a Floating Ball Valve typically include stainless steel, carbon steel, brass, or PVC, depending on the application. The ball is often polished and coated to reduce wear, while the seats may use PTFE or reinforced polymers for corrosion resistance and long-term sealing capability.
A reliable floating ball valve manufacturer ensures that materials are compatible with the medium being controlled, pressure ratings, and temperature conditions to prevent leakage or premature failure.
Floating ball valves operate with a quarter-turn motion, making them easy to open or close quickly. The floating design allows the downstream seat to push against the ball as system pressure increases, which enhances sealing. This self-adjusting feature ensures tight closure without requiring complex mechanisms.
The valve is suitable for low to medium-pressure systems. While high-pressure applications may require trunnion-mounted designs, the floating ball valve remains widely used for water, oil, gas pipelines, and chemical processes.
The versatility of a Floating Ball Valve makes it suitable for a range of industrial sectors. It is commonly found in water treatment plants, HVAC systems, chemical pipelines, and oil and gas facilities. Its reliable shutoff capability helps prevent leaks, protect equipment, and maintain process efficiency.
Because of its straightforward design, the floating ball valve is also easier to maintain. Quick disassembly and fewer components allow for easier inspection, repair, or replacement of worn parts, reducing downtime in industrial operations.
Manufacturing a Floating Ball Valve involves precise machining of the ball and seats, accurate alignment of the body, and thorough testing. Factories implement quality control procedures such as pressure testing, dimensional inspections, and leak testing to ensure every valve meets specified standards.
By adhering to strict quality standards, manufacturers provide valves that maintain performance over time, even under varying temperatures, pressures, and media types.
Depending on pipeline requirements, buyers may request specific end connections, pressure ratings, handle types, or coating options. A flexible Floating Ball Valve supplier can adjust design parameters to meet customer needs while maintaining reliability and sealing performance.
The Floating Ball Valve is a reliable and versatile solution for controlling fluid flow in various industrial systems. Through careful material selection, precise machining, and quality testing, these valves provide effective shutoff, low maintenance, and adaptability for different applications. Partnering with a competent manufacturer ensures that valves perform safely, efficiently, and consistently, supporting long-term operational needs across industries.