русский
русский عربى
عربى


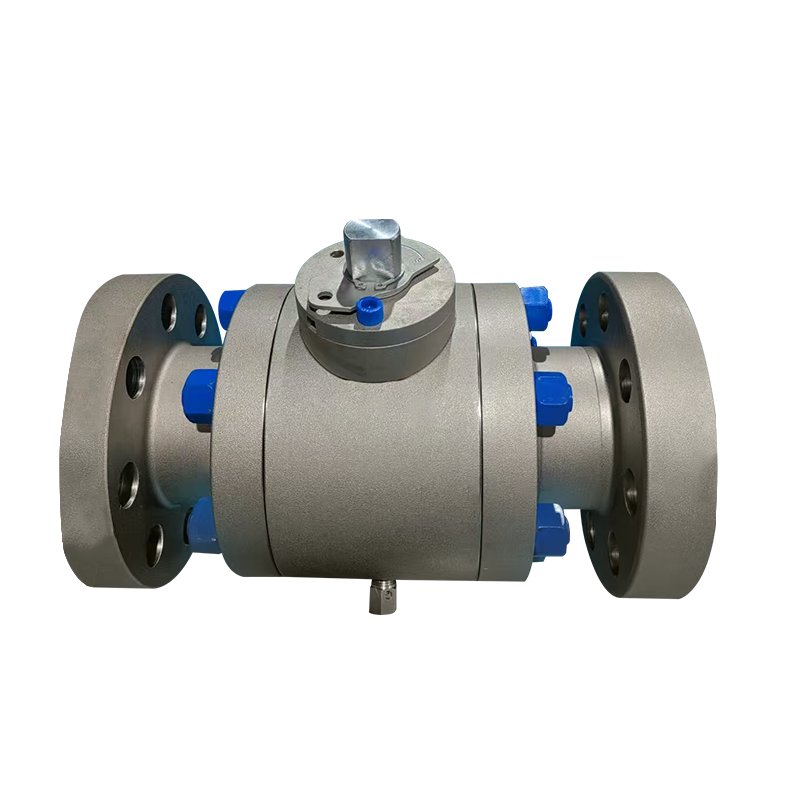
Ball valves are essential components in many industrial systems, providing precise control over fluid flow. An ANSI Ball Valve Manufacturer specializes in producing valves that meet ANSI (American National Standards Institute) specifications, ensuring consistent quality, safety, and performance. These valves are widely used in industries such as oil and gas, chemical processing, water treatment, and manufacturing. By working with a reliable manufacturer, businesses can acquire valves that maintain flow integrity and operate efficiently under various conditions.
1. Durable Materials
An ANSI ball valve must withstand high pressure, temperature variations, and potential chemical exposure. Manufacturers often use stainless steel, brass, or other corrosion-resistant materials to produce durable valve bodies and components. This ensures a long operational life and reduces maintenance needs.
2. Precise Flow Control
The core function of a ball valve is to control the flow of liquids or gases. An ANSI Ball Valve Manufacturer focuses on precision machining of the ball and seats to provide tight sealing and smooth operation. Accurate control helps prevent leaks and allows operators to regulate flow efficiently.
3. Compliance with Standards
Valves produced by ANSI-certified manufacturers conform to industry standards, which include pressure ratings, design dimensions, and safety requirements. Compliance ensures compatibility with existing systems and reduces the risk of operational failures.
4. Versatile Design Options
Manufacturers offer various designs, including full-port, reduced-port, and V-port ball valves, catering to different industrial applications. Valves may also include features like fire-safe construction, locking mechanisms, and actuator compatibility for automation.
1. Oil and Gas Industry
ANSI ball valves are frequently used in pipelines, refineries, and storage facilities. They provide reliable shut-off and flow control in high-pressure and high-temperature environments, helping ensure safety and operational efficiency.
2. Chemical and Petrochemical Plants
In chemical processing, valves must resist corrosion and maintain tight sealing under demanding conditions. An ANSI Ball Valve Manufacturer produces valves suitable for handling aggressive chemicals and high-pressure fluids.
3. Water Treatment and Utilities
Municipal and industrial water systems rely on ANSI ball valves for controlling water flow, regulating pressure, and isolating sections of pipelines. Durable and precise valves minimize downtime and maintenance requirements.
4. Manufacturing and Industrial Applications
Ball valves are essential in manufacturing lines for controlling the flow of gases, liquids, and cooling fluids. Reliable valves prevent leaks and help maintain process stability.
These benefits make manufacturers an important partner for businesses relying on flow control equipment.
Selecting a manufacturer that meets these criteria helps industries secure reliable and safe valves.
An ANSI Ball Valve Manufacturer produces valves that combine durability, precision, and compliance with industry standards. These valves are essential in oil and gas, chemical processing, water treatment, and manufacturing industries. By providing versatile designs, technical support, and consistent quality, manufacturers help businesses maintain efficient and safe flow control systems. Choosing the right ANSI ball valve manufacturer ensures reliable operation, reduced maintenance, and enhanced system performance across various industrial applications.