русский
русский عربى
عربى


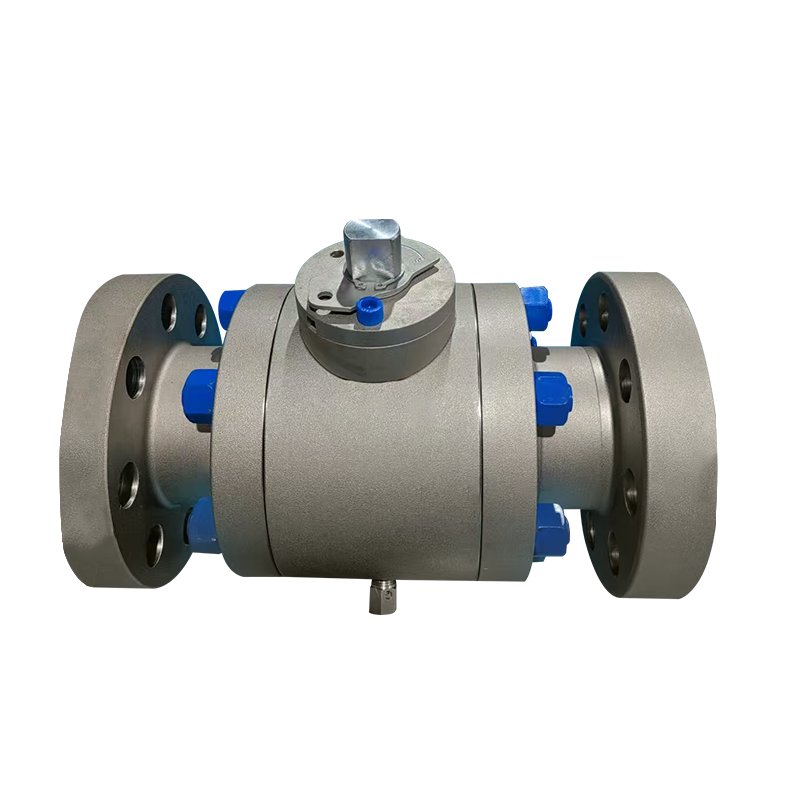
ANSI ball valve manufacturers operate in a highly regulated industry where adherence to established standards is essential for safety, performance, and customer confidence. The American National Standards Institute (ANSI) sets specifications that guide the design, materials, testing, and performance of ball valves used across various sectors, including oil and gas, chemical processing, and water treatment. Ensuring compliance with these standards requires a thorough and systematic approach throughout the manufacturing process.
The foundation of compliance begins with the selection of appropriate materials. An ANSI ball valve manufacturer carefully sources raw materials that meet or exceed the requirements specified by ANSI standards. These standards detail the types of metals, alloys, and sealing materials suitable for ball valve construction to guarantee durability, corrosion resistance, and pressure handling capabilities. Material certificates and testing reports are often requested from suppliers to confirm quality before production starts.
Once the materials are secured, design and engineering processes align with ANSI specifications. The manufacturer develops valve designs that adhere to dimensional tolerances, pressure ratings, and temperature limits outlined in the relevant ANSI codes. Computer-aided design (CAD) and simulation tools help verify that valves will perform reliably under specified conditions. Some manufacturers also consult with industry experts or testing agencies during design development to ensure regulatory alignment.
During manufacturing, precision machining and assembly practices are critical to maintaining compliance. An ANSI ball valve manufacturer uses advanced machining equipment to produce valve components within tight tolerances. Consistency in dimensions such as ball diameter, seat alignment, and stem positioning affects valve sealing and operation. Assembly is conducted in controlled environments with trained technicians following standardized procedures. Quality control checkpoints throughout the production line monitor critical parameters and catch defects early.
Testing is an essential part of the compliance process. ANSI ball valve manufacturers subject their products to rigorous inspections that verify performance against standards. Hydrostatic and pneumatic pressure tests check for leaks and structural integrity. Cycle testing assesses the valve's ability to open and close repeatedly without failure. Some standards also require fire-safe testing or resistance to extreme temperatures and corrosive environments. These tests are documented and recorded as evidence of compliance and may be conducted internally or by accredited third-party laboratories.
Traceability and documentation form another key element in ensuring compliance. Manufacturers maintain detailed records of material certifications, manufacturing processes, inspection results, and testing outcomes. This documentation not only supports quality assurance but also facilitates audits and customer inquiries. An ANSI ball valve manufacturer can provide these records to clients, regulators, or certification bodies to demonstrate that the valves meet the required standards.
Packaging and labeling also play a role in compliance. Properly labeled valves include information such as pressure ratings, material grades, manufacturing dates, and certification marks. This information helps end users confirm that the product fits their application and meets industry guidelines. Manufacturers often include installation instructions and maintenance recommendations aligned with ANSI standards to promote safe and effective use.
Continuous improvement is part of many manufacturers' strategies to maintain compliance. Feedback from field performance, customer experiences, and changes in standards are monitored to update designs and processes accordingly. Training for production and quality personnel ensures that knowledge about standards and best practices remains current. An ANSI ball valve manufacturer committed to ongoing evaluation and enhancement is better equipped to address regulatory changes and evolving market needs.
ANSI ball valve manufacturers ensure compliance through careful material selection, precise design and machining, rigorous testing, comprehensive documentation, and ongoing improvement. By integrating these elements into their operations, they produce valves that meet the strict requirements of ANSI standards, thereby providing safe, reliable, and durable products to their customers. Meeting these standards is essential not only for regulatory approval but also for building trust and maintaining competitiveness in a demanding marketplace.