русский
русский عربى
عربى


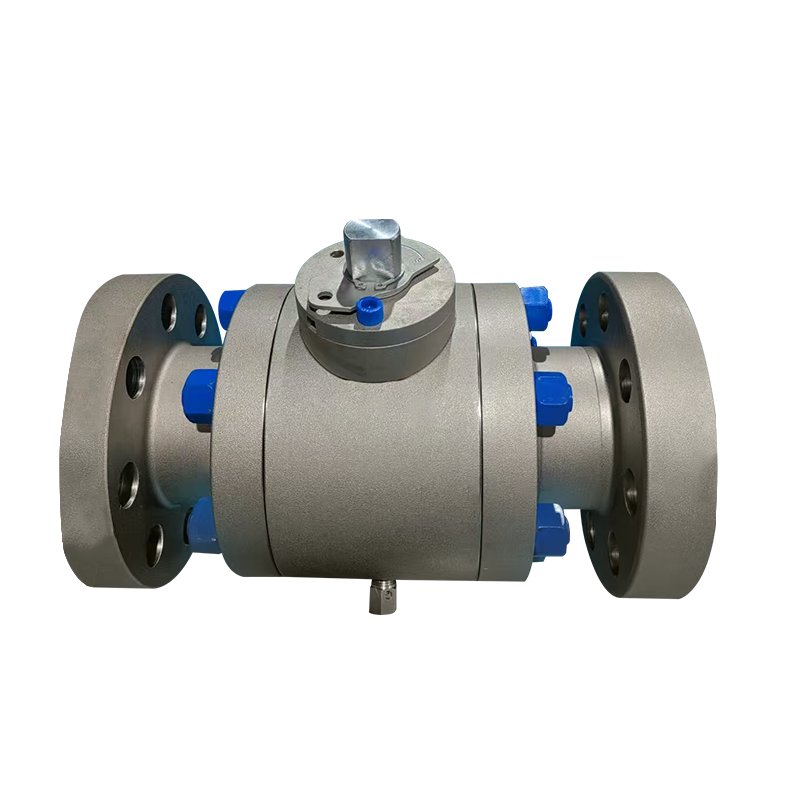
Floating ball valves are widely used in industrial piping systems due to their simple design and effective sealing capabilities. These valves help control the flow of liquids and gases, and ensuring their safety is critical for preventing leaks, equipment damage, and operational hazards. Understanding the safety standards that apply to floating ball valves is essential for manufacturers, operators, and maintenance teams.
Material and Design Standards
Theconsideration for safety in floating ball valves is the materials used in their construction. High-quality metals, such as stainless steel, carbon steel, or specialized alloys, are commonly chosen for their corrosion resistance and strength. Components like the valve body, ball, and seat must meet industry standards for durability and chemical compatibility. Many floating ball valve factories follow international standards such as ASTM (American Society for Testing and Materials) or ISO (International Organization for Standardization) to ensure that materials can handle pressure, temperature, and the specific chemical environment where the valve will be installed.
Design standards are also important. Floating ball valves must be able to maintain a tight seal under operational pressures, and their construction should minimize the risk of leaks. Compliance with API (American Petroleum Institute) specifications, such as API 6D for pipeline valves, helps ensure that the valve is suitable for demanding industrial conditions.
Pressure and Temperature Ratings
Safety standards often specify the pressure and temperature a floating ball valve can withstand. These ratings are based on rigorous testing and are crucial for avoiding valve failure in operation. Factories typically conduct hydrostatic tests to check the valve body and seat integrity under pressure. They may also perform thermal tests to ensure that the valve materials and seals remain stable across expected temperature ranges. Adhering to these standards helps prevent accidents such as burst pipes or uncontrolled fluid release.
Testing and Certification
Floating ball valve factories implement strict testing procedures to confirm product safety. Common tests include leak testing, torque measurement, and cycle testing to simulate long-term use. Many valves are certified by recognized institutions or conform to international standards such as ISO 9001 for quality management systems. Certification provides assurance that the valve has been manufactured and tested according to established safety criteria, and it helps end-users comply with regulatory requirements.
Operational and Installation Guidelines
Safety is not only about manufacturing; proper installation and operation are also critical. Floating ball valves must be installed according to manufacturer guidelines to maintain their sealing capabilities and prevent stress on the valve body. Training for personnel in handling, operating, and maintaining these valves can reduce the risk of accidents and extend the service life of the equipment.
Environmental and Industry-Specific Standards
Certain industries, such as oil and gas, chemical processing, and water treatment, have additional safety requirements for valves. These may include resistance to specific chemicals, fire-safe construction, or compliance with environmental regulations. Floating ball valve factories often adapt their production processes to meet these specialized standards, ensuring that valves are safe for use in diverse operational environments.
Floating ball valves are an essential component in many industrial systems, and adhering to safety standards is critical for reliable operation. Material quality, design specifications, pressure and temperature ratings, rigorous testing, and proper installation all contribute to safe use. By selecting valves that comply with recognized standards and following recommended guidelines, industries can reduce risks and ensure consistent performance.
Working with a reputable floating ball valve factory that prioritizes safety and quality helps ensure that the valves meet regulatory requirements and perform reliably in challenging conditions.