русский
русский عربى
عربى


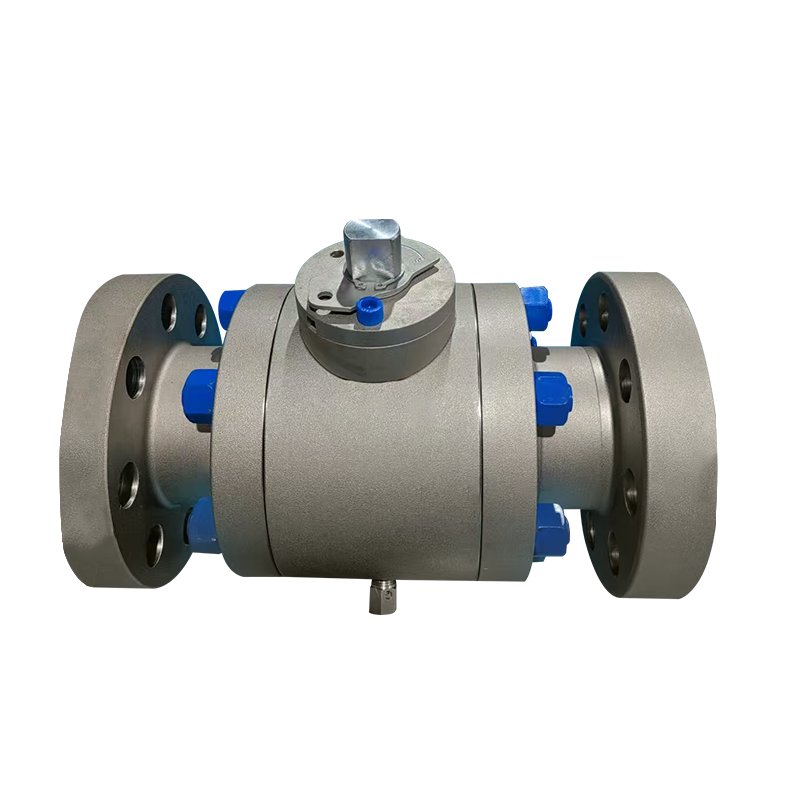
Floating ball valves are widely used in pipelines across industries such as water treatment, chemical processing, oil and gas, and HVAC systems. These valves offer simple construction, reliable sealing, and efficient flow control. A Floating Ball Valve Factory is responsible for producing these valves with consistent quality and performance, ensuring that they meet the diverse needs of industrial clients.
A Floating Ball Valve Factory specializes in designing and manufacturing valves that deliver effective flow control and reliable sealing. The "floating" design allows the ball to shift slightly between two seats, maintaining a tight seal under varying pressures. Factories ensure that valves are durable, safe, and suitable for multiple applications.
These factories also provide guidance for choosing valves that match pipeline sizes, pressure ratings, and fluid types. By doing so, they help industries maintain operational efficiency while minimizing downtime.
Material selection is a central aspect of manufacturing floating ball valves. A Floating Ball Valve Factory typically uses stainless steel, carbon steel, brass, or other corrosion-resistant metals for the valve body. Seats and seals are crafted from high-performance polymers or metals, chosen for durability and resistance to wear.
Design considerations include pressure rating, valve size, and compatibility with pipe connections. Engineers at the factory also focus on safety features, such as anti-static components and fire-safe designs, to ensure the valve operates reliably in demanding conditions.
In a Floating Ball Valve Factory, the production process starts with casting or forging the valve body, followed by precision machining to achieve accurate dimensions. Balls and seats are carefully manufactured to maintain tight tolerances. Components may undergo polishing, coating, or surface treatments to enhance resistance to corrosion and wear.
Assembly involves fitting the ball securely between the seats and installing the stem, actuator, and seals. Each valve undergoes rigorous testing, including leak testing, pressure testing, and dimensional inspections, ensuring it meets required standards.
Industries have varied requirements, and Floating Ball Valve Factories often provide customization options. Clients can select valve sizes, materials, pressure ratings, and connection types that suit specific pipeline systems. This flexibility allows industries to integrate valves efficiently while maintaining flow control and operational safety.
Floating ball valves are used in water supply networks, chemical plants, oil pipelines, and heating systems. Factories that offer custom solutions help clients meet regulatory standards and adapt to unique operational challenges.
Valves from a reputable Floating Ball Valve Factory are designed for long-term reliability. Maintenance is straightforward, with periodic inspection of seats, seals, and stem lubrication. This reduces operational interruptions and extends the service life of the valve. Reliable valves also improve overall efficiency in industrial systems and reduce the risk of costly failures.
A Floating Ball Valve Factory is crucial for producing valves that combine durability, reliability, and adaptability for industrial applications. By carefully selecting materials, applying precise manufacturing processes, and performing strict quality control, factories deliver valves that meet the specific needs of pipelines in multiple industries. Understanding the work of these factories allows clients to choose products that ensure safe, efficient, and long-term flow control.