русский
русский عربى
عربى

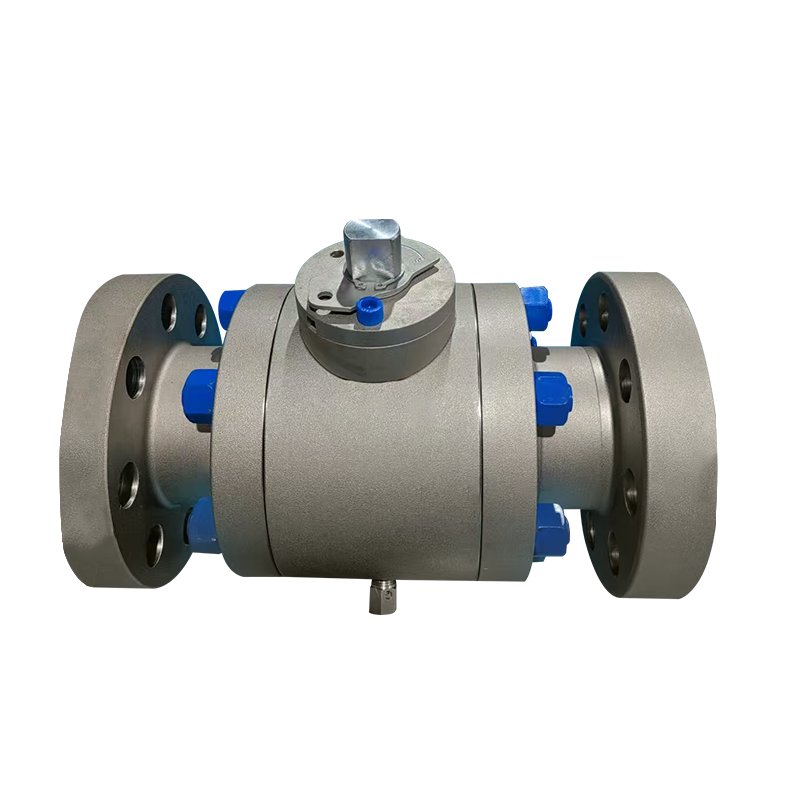
A floating ball valve is a popular choice in various fluid control systems due to its distinctive design and functional benefits. Unlike trunnion-mounted ball valves, the floating ball valve relies on the ball’s movement within the valve body to create a tight seal. This design offers several key advantages that make it suitable for many industrial applications.
One of the primary advantages of a floating ball valve is its simple and compact structure. The valve consists of a ball that is not fixed but rather “floats” between two seats. When the valve is closed, the fluid pressure pushes the ball against the downstream seat, creating a tight seal that prevents leakage. This self-adjusting sealing mechanism makes floating ball valves effective in maintaining leak-proof performance without requiring complex components.
Another benefit of floating ball valves is their versatility in handling a range of pressures and temperatures. These valves can operate efficiently in moderate-pressure systems and are well-suited for applications involving liquids, gases, and steam. While they may not be ideal for extremely high-pressure conditions compared to other types, floating ball valves cover a broad spectrum of industrial needs.
Maintenance and operation are also simplified when using floating ball valves. The relatively straightforward design means fewer parts are involved, which can reduce the risk of mechanical failure. Additionally, the valve’s operation typically requires less torque, making manual or automated actuation easier and more energy-efficient.

Cost is another consideration where floating ball valves tend to have an advantage. Due to their simpler construction, these valves are generally more affordable compared to more complex designs such as trunnion-mounted ball valves. This makes them an attractive option for projects where budget constraints are present but reliable valve performance is still required.
Floating ball valves also offer good sealing performance in applications with frequent on/off cycles. Because the ball can move slightly to maintain contact with the seat, the valve can accommodate minor wear or pressure fluctuations without compromising the seal. This characteristic extends the service life of the valve and reduces the need for frequent replacements.
However, it is important to note that floating ball valves may have limitations in very large sizes or extremely high-pressure systems. In such cases, alternative valve types might be preferred. Nevertheless, for many medium-sized applications, the floating ball valve remains a practical and efficient solution.
The floating ball valve is also compatible with a variety of materials for both the ball and seats, allowing customization based on the type of fluid and environmental conditions. This adaptability supports use in diverse industries such as oil and gas, chemical processing, water treatment, and manufacturing.
The floating ball valve offers several key advantages, including a simple and compact design, versatility across moderate pressures and temperatures, ease of maintenance, cost-effectiveness, and reliable sealing performance. These factors contribute to its continued popularity in industrial fluid control systems. When selecting a floating ball valve, understanding these benefits helps ensure it aligns with the requirements of the specific application.