русский
русский عربى
عربى

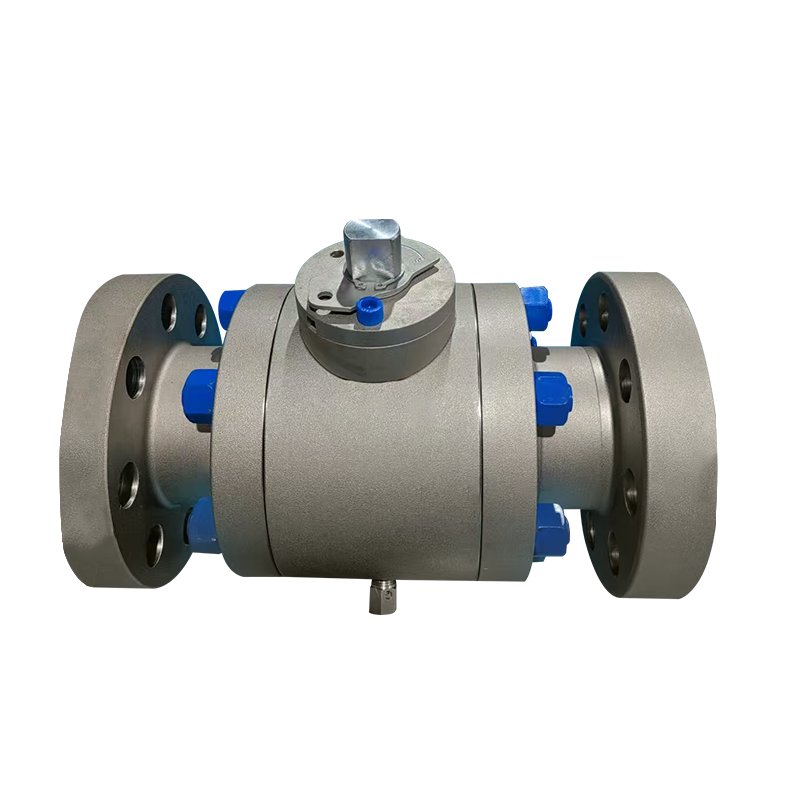
The Stainless Steel Right Angle Globe Valve is widely used in piping systems for flow control, particularly where space constraints require a 90-degree change in direction. Over time, as systems are upgraded or components reach the end of their service life, recycling these valves becomes a practical and environmentally responsible step.

Stainless steel is a recyclable material, making the Stainless Steel Right Angle Globe Valve an ideal candidate for material recovery. The valve body, typically made of 304 or 316 stainless steel, can be melted down and reused without significant degradation in quality. This reduces the demand for virgin stainless steel and conserves natural resources like chromium, nickel, and iron.
Before recycling, the valve must be disassembled. Non-metallic components such as gaskets, packing, and seals are removed, as these parts may contain rubber or polymers that are not suitable for standard metal recycling processes. After separation, the clean stainless steel parts can be sent to a metal recycling facility.
In industrial settings, recycling old Stainless Steel Right Angle Globe Valves also contributes to cost efficiency. Companies can sometimes recover part of the value of the used metal, which helps offset the cost of system upgrades. Additionally, recycling aligns with corporate sustainability goals and environmental regulations that promote responsible disposal practices.
The recycling process for the Stainless Steel Right Angle Globe Valve is straightforward and beneficial. It supports sustainable manufacturing, reduces waste, and allows valuable materials to be reused in future products or infrastructure.
The Pneumatic Globe Control Valve is essential for precise flow control in automated systems. When installed into a pipeline, welding is often used to ensure a secure and leak-free connection, particularly in high-pressure or high-temperature environments.
Welding the Pneumatic Globe Control Valve typically involves connecting the valve body to the pipeline using either socket weld or butt weld ends. The process begins with preparation—cleaning the pipe ends and valve connections to remove any oil, rust, or debris that might affect weld quality. Proper alignment is critical to prevent stress on the valve during operation.
TIG (Tungsten Inert Gas) or GTAW (Gas Tungsten Arc Welding) is commonly used for stainless steel globe control valves because it provides precise control and produces clean, strong welds. For carbon steel valves, SMAW (Shielded Metal Arc Welding) or MIG (Metal Inert Gas) welding may also be suitable. In either case, an inert gas such as argon is used to shield the weld from atmospheric contamination.
During the welding process, the valve internals, especially the actuator and trim, are usually removed or protected to avoid heat damage. Care is taken to avoid overheating the valve body, which could cause warping or affect sealing surfaces. After welding, a cooling period is allowed before reassembly and testing.
Post-weld inspection includes visual checks for cracks or defects, as well as pressure testing to confirm the joint is secure. If needed, non-destructive testing methods such as dye penetrant or ultrasonic testing can be used for additional assurance.
The welding process of the Pneumatic Globe Control Valve is a precise task that ensures reliable long-term service. By following industry-standard welding practices and maintaining clean working conditions, installers can ensure the valve performs safely and efficiently within the control system.