русский
русский عربى
عربى


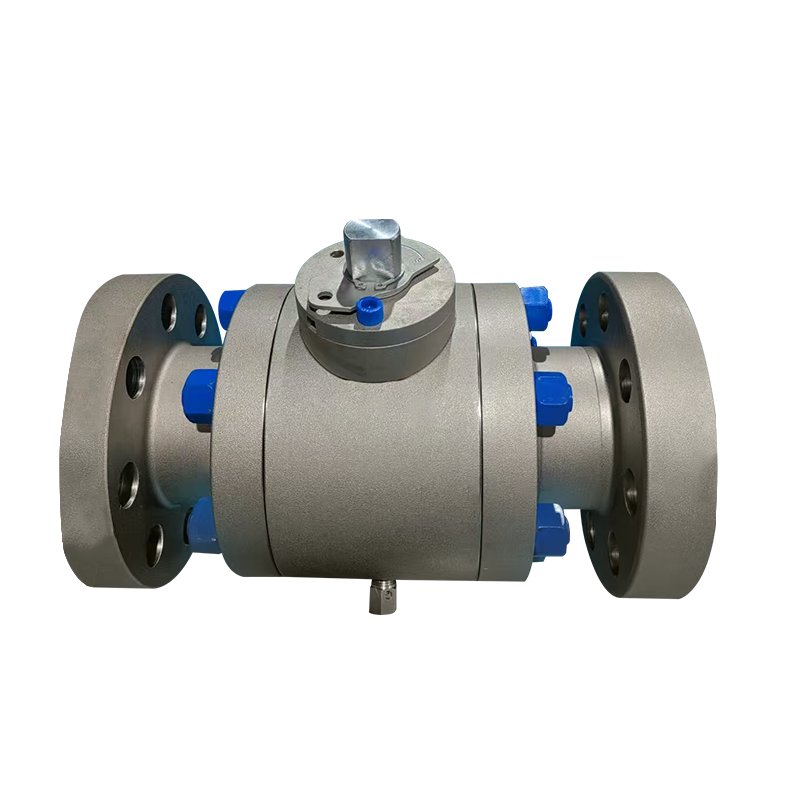
Durability is one of the most important aspects when it comes to industrial valves. An ANSI Ball Valve is designed to handle pressure, temperature fluctuations, and frequent operation, so ensuring its reliability over time requires thoughtful engineering and strict quality control. Manufacturers rely on material selection, precision design, testing, and maintenance guidelines to ensure these valves continue to perform in demanding environments.
Material Selection for Longevity
The choice of materials sets the foundation for a valve's durability. Manufacturers commonly use stainless steel, carbon steel, or alloy steels to resist corrosion, abrasion, and stress. In industries where corrosive media is present, stainless steel is preferred because it maintains structural integrity even under harsh chemical exposure.
The internal components, such as the ball and seats, also demand careful selection. Seats may be made from PTFE or reinforced polymers, which provide smooth operation and resistance to wear. By matching materials to application needs, an ANSI Ball Valve can operate effectively for years without failure.
Precision Engineering and Design
Durability is not only about materials but also about how the valve is designed and manufactured. Tight machining tolerances ensure that the ball rotates smoothly inside the valve body, minimizing friction and preventing leakage. Surface finishing also matters; a polished ball surface reduces wear on the seats and ensures reliable sealing.
In addition, the valve's wall thickness and pressure rating are carefully calculated. This allows the ANSI Ball Valve to withstand high-pressure environments without deformation or cracking. Manufacturers design these valves to meet specific ANSI standards, which provide guidelines for dimensions, pressure classes, and performance criteria.
Rigorous Testing Processes
Before reaching customers, every valve goes through testing to confirm durability under operating conditions. Common procedures include hydrostatic tests, where water pressure is applied to check for leakage or structural weakness. Pneumatic testing is also used for low-pressure checks, ensuring that the valve seals properly.
Some manufacturers take testing further by simulating real-world conditions, such as repeated opening and closing cycles, high-temperature exposure, and corrosive fluid contact. By pushing the ANSI Ball Valve to its limits during testing, they can identify potential weak points and make improvements before mass production.
Surface Treatments and Coatings
To enhance durability, protective coatings are often applied. Zinc plating, epoxy coatings, or specialized chemical treatments help prevent rust and extend the valve's lifespan. These coatings act as barriers against environmental factors like moisture, saltwater, or industrial chemicals.
In addition, some internal surfaces receive advanced treatments to lower friction and reduce the risk of galling or pitting. This ensures smoother operation and less wear on critical components, which directly affects the valve's overall durability.
Maintenance and Manufacturer Support
While construction quality is crucial, long-term durability also depends on proper use and maintenance. Manufacturers provide guidelines on installation, operation, and servicing to ensure that an ANSI Ball Valve performs as intended. Lubrication, periodic inspections, and timely replacement of seals or seats can extend service life significantly.
Some manufacturers also offer training or after-sales support, helping plant operators understand how to maintain valves effectively. By combining robust design with practical guidance, durability can be achieved not just through the product itself but also through how it is handled in the field.
Balancing Performance and Reliability
Ensuring the durability of an ANSI Ball Valve is a multi-step process that combines material science, engineering precision, and quality assurance. Each stage, from selecting raw materials to conducting pressure tests, contributes to creating a valve that can withstand the demands of industrial operations.
As industries continue to evolve, so do the methods manufacturers use to enhance durability. While the principles remain consistent—strong materials, precise design, and rigorous testing—the continuous refinement of these practices ensures that ball valves remain dependable components in pipelines and systems worldwide.