русский
русский عربى
عربى


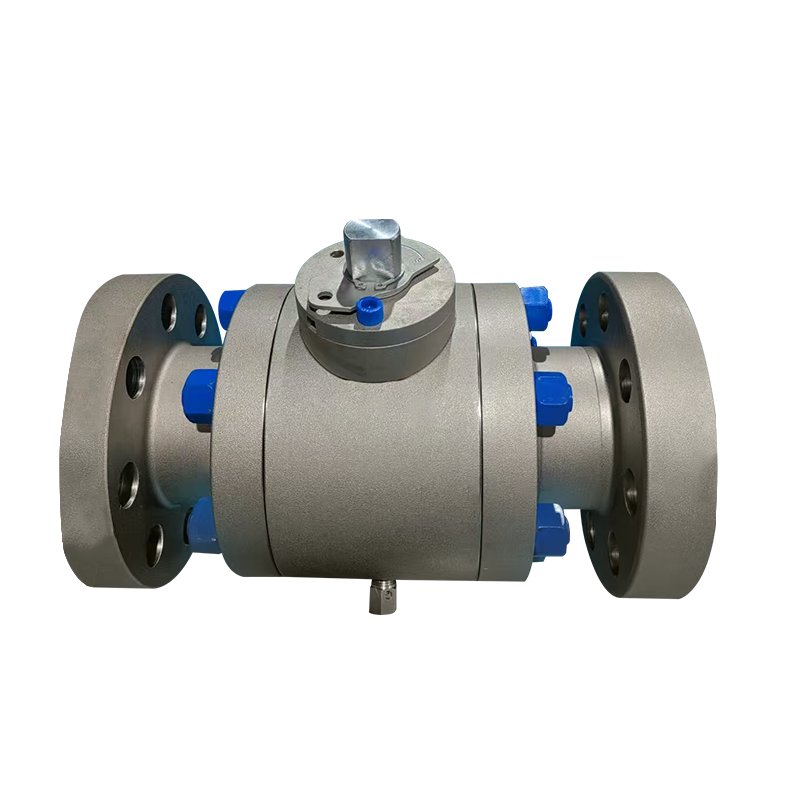
Ball valves are widely used in industrial, commercial, and municipal piping systems due to their simplicity, reliability, and ability to control fluid flow. However, evolving operational demands and technological advancements have prompted manufacturers to innovate their designs. A modern ANSI Ball Valve Factory focuses on improving durability, efficiency, and versatility while addressing environmental and user-focused considerations.
Material Innovations for Durability
Material selection plays a significant role in valve performance. Many ANSI Ball Valve Factory designs incorporate stainless steel, carbon steel, or specialized alloys to enhance corrosion resistance and mechanical strength. Seals and seats often use reinforced PTFE or other high-performance polymers to handle extreme temperatures and pressures. These materials help extend valve lifespan, reduce maintenance requirements, and maintain consistent operation in demanding applications, making durability a central focus in modern designs.
Precision Engineering and Flow Control
Advances in precision engineering have transformed ball valve functionality. Factories now employ CNC machining and computer-aided design (CAD) to ensure exact tolerances, smooth ball surfaces, and uniform alignment. Some innovations include cavity-free bodies, anti-static features, and multi-turn designs that enhance safety and reduce leakage. By focusing on engineering accuracy, an ANSI Ball Valve Factory can produce valves that maintain consistent flow control, even in complex or high-pressure systems.
Automation and Smart Features
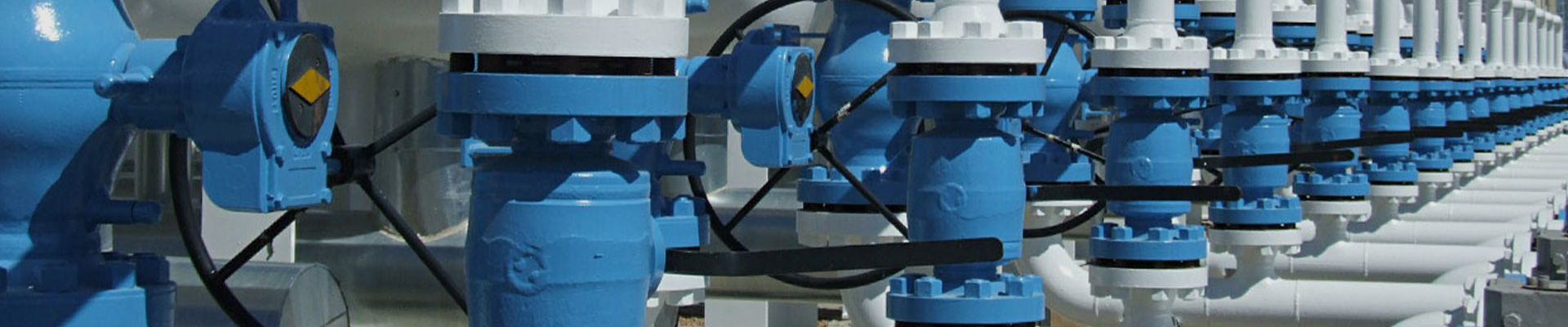
Automation is becoming increasingly important in industrial systems. Many modern ball valves are designed to accommodate electric or pneumatic actuators, enabling remote operation and precise adjustments. Some valves also integrate sensors for position feedback, leak detection, or pressure monitoring, allowing real-time system management. Incorporating these features ensures that a ANSI Ball Valve Factory can offer products suitable for automated or digitally monitored pipelines, improving overall operational efficiency.
Energy Efficiency and Environmental Considerations
Energy-efficient designs are a growing trend in valve manufacturing. Reducing torque requirements and minimizing pressure drop helps lower energy consumption during fluid transport. Additionally, durable materials and improved sealing reduce leakage and waste. Factories that prioritize these features contribute to environmentally conscious operations, aligning with regulatory standards and sustainability goals. By producing energy-efficient valves, an ANSI Ball Valve Factory supports both economic and ecological benefits.
User-Friendly and Modular Designs
Ease of use is another focus area for modern ball valves. Ergonomic handles, modular construction, and standardized sizes simplify installation, operation, and maintenance. Some designs also include interchangeable components, allowing operators to adapt valves to different applications without replacing the entire unit. These user-centered innovations demonstrate how an ANSI Ball Valve Factory balances technical performance with practical usability.
Innovations in ball valve design are shaped by the need for durability, precise control, energy efficiency, and user convenience. A modern ANSI Ball Valve Factory addresses these needs through advanced materials, precision engineering, automation compatibility, and practical design improvements. By integrating these features, manufacturers produce valves that meet the demands of contemporary piping systems, offering reliable performance and adaptable solutions. These innovations ensure that ball valves continue to be essential components for safe and efficient fluid management across industries.